
电泳类型
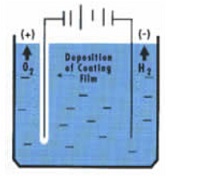
阳极体系—在阳极体系中,待涂装工件作为阳极,带有正电荷,吸引带有负电荷的涂料颗粒。在阳极电泳的操作过程中,有少量的金属离子溶解下来,进入涂层,会对以后的性能及操作造成一系列的影响。阳极涂装的主要用途为室内使用及中等要求的户外使用环境。阳极电泳具有较高的经济价值,并可提供出色的颜色和光泽控制。
阴极体系—在阴极电泳体系中,待涂装工件带有负电荷,作为阴极,吸引溶液中带有正电荷的涂料颗粒。在原来的阳极体系中,调转极性而形成阴极体系,极大地降低了进入涂层及溶液中的金属离子,提高了阴极涂装的产品性能。因此,阴极电泳体系具有很高的操作性及优秀的抗腐蚀能力,适合户外耐久用途。
电泳涂装的优点:
在今天竞争日益激烈的涂装市场中,电泳涂装由于可以提供出色的环保品质和经济价值,对使用者来说,已经成为一种“环保-经济溶液”。
相对其它的液体及粉末涂装方式,电泳涂装更具有无可比拟的优点:
1) 在复杂形状的工件上的均匀覆盖能力,可以使最终用户极大地提高操作性,降低生产成本;
2) 消除流痕、滴挂等漆膜弊病;
3) 封闭循环水洗系统使得效率提高至95%以上,极大地降低废水处理量;
4) 绝大多数的电泳涂装配方中均不含重金属,极小甚至没有HAPS(有害气体污染),同时有机溶剂的含量也非常低。
整体覆盖性:电泳涂层具有很好的走位能力,即意味着涂层可以覆盖到整个工件,即使是最复杂工件的最尖端的部位。没有其它任何一种涂装方法可以达到如此高的走位能力 ,从而决定了电泳涂层具有最佳的抗腐蚀性。 环保优点.
潜在局限性
尽管电泳涂装具有很多突出的优点,但也并不是适用于任何场合。以下为其所具有的一些局限性:
颜色多样性:若一个预期的客户欲得到多种颜色,通常(最好)的做法是将常用的几个颜色配制成1-3个较大体积的电泳溶液,而用其它的涂装方式得到其余的颜色。配制小体积溶液进行电泳的成本比较高。
资金:当我们评估一条新建的涂装生产线时,仔细地对比是至关重要的。许多新建的生产线都会包括传送带、前处理系统及烘烤固化设备,而这通常已经占据了常规涂装线2/3的成本。电泳涂装线的成本一般都会比喷涂系统的高,但与粉末涂装线的成本比较接近。
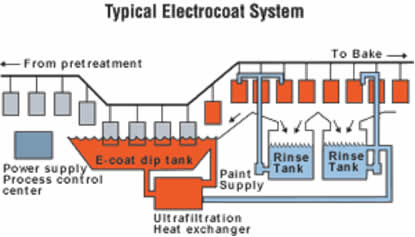
1) 前处理
2) 电泳槽及其辅助措施
3) 后水洗
4) 烘箱
电泳涂装的示意图如下。工件首先需要清洗干净,并经过磷化前处理,经过水洗浸入电泳槽中,在工件与“相反电极”之间接通直流电。树脂受工件所带电荷吸引,并在工件表面沉积。将工件从槽中取出,经过适当水洗,进入烘箱或烘道中烘干固化。
前处理
前处理是指工件在电泳前的清洗和磷化。这两道工序在很大的程度上决定了最终漆膜性能。铁系和锌系磷化为最常见的两种体系,可以用喷淋和浸泡两种施工方式。
电泳槽
电泳槽中含有80-90%的去离子水,10-20%的树脂固成分。在持续循环搅拌的情况下,纯水作为固体成分的流动载体。涂料固成分中通常分为树脂和色粉,树脂提供涂膜的基本骨架,色粉则提供颜色和光泽。
辅助设备
电泳系统还包括一系列的辅助设备,以保证生产的正常进行。
整流器:为电泳涂装提供直流电源。
循环泵:保证电泳槽中,树脂各组份的均匀混合。
冷热交换系统:槽温的控制系统
过滤机:除去带如槽中的杂质颗粒等。
超滤系统:控制溶液的电导率,生成水洗用的渗透液,保证树脂固成分的反复可用性。
后水洗系统:在电泳过程中,施工电压决定了漆膜厚度。当漆膜达到预定厚度时,工件绝缘,漆膜厚度不再增加。当工件在溶液中,会粘附一层“带出物”或“乳状物”,必须水洗除去,以保证材料的高使用率和漆膜外观。通过后水洗,将工件的带出溶液返回到溶液中,将使材料的使用率高至95%以上。
烘箱:通过后水洗后,工件进入烘箱中,漆膜在高温下交联硬化,提供最佳的物理化学性能。烘箱(道)的温度通常在℃至℃之间,由所使用的技术而定。
电泳涂装的典型应用
电泳涂装在很多工业场合都有广泛的应用,而每一种应用各自都有不同的具体要求,使得电泳材料本身开发出多种配方体系,以满足各种不同的要求。
近来,电泳涂装又有许多新的应用,例如应用在铝材、黄铜、镀锌层上的透明漆膜,应用于军事领域和磷化场合的极低光泽的漆膜,耐化学性的漆膜,在镀锌和镀镍底材上的透明且具有金属感的漆膜等。
| 最终用途> | 使用性能> |
| 农业器具设施> | 高光泽、颜色选择、耐候性、耐腐蚀性> |
| 仪器仪表> | 耐腐蚀性、耐污性、颜色选择> |
| 汽车零部件> | 耐腐蚀性、抗抗金属碎屑性、耐候性> |
| 自动件> | 耐蚀性、抗金属碎屑性、耐化学性> |
| 铜、金、镍、铝> | 外观要求、耐蚀性要求> |
| 电子开关件> | 耐蚀性、符合UL 标准> |
| 容器涂层> | 屏蔽性、耐化学药品性、FDA通过,不影响气味> |
| 紧固件> | 抗蚀性、边缘覆盖性> |
| 加热冷却及通风设施> | 抗蚀性、颜色选择、耐候性> |
| 实验室用具> | 抗蚀性、耐污性、耐化学药品性、颜色选择> |
| 园艺设施> | 抗蚀性、耐候性> |
| 印制线路板> | 边缘覆盖性、硬度> |
| 家私家具> | 颜色选择、硬度、耐污性> |
| 车轮> | 抗蚀性、耐金属碎屑性、耐候性> |
为您的产品选择合适的电泳工艺
电泳技术可分为两大类:环氧型和丙烯酸型。每一类都可作为阳极和阴极来使用,具体分类及用途见下表:
| 类别 | 性能 | 最终使用 |
|
阳极环氧型 |
低温固化 | 农业器具 自动件 结构钢铁件 |
|
阳极丙烯酸型 |
颜色控制 光泽控制 户内使用 经济性 |
金属办公用品 通风管道 架子 导线屏障及勾架 |
|
阴极环氧型 |
抗蚀性 抗化学药品性 |
汽车及其零部件 交通运输工具 日常用品 |
|
阴极丙烯酸型 |
耐紫外光性 抗蚀性 颜色控制 |
园艺用品 农业器具 汽车轮毂 密封条 |
电泳技术的最新应用
二次电泳
最近在电泳技术的领域有一项新的突破,即二次电泳,可以极大地提高漆膜的抗蚀性要求。第一次电泳的漆膜是一层具有导电性的环氧漆膜,烘干固化后,仍然可以进行第二次电泳,二次涂膜既可以是环氧型的,也可以是丙烯酸型的。二次电泳可以在两方面同时达到最佳性能:不牺牲耐紫外光性的前提下得到最大程度的抗蚀性,同时保留电泳操作的各种优势。二次电泳涂装系统提供优越的户外使用性能,达到超过2000小时的盐雾试验标准。典型的用途包括交通运输工具、船只引擎、发动机以及耐用消费品等。
透明电泳涂装
金、银、铜合金、镍、铜、锌、铝和铁均可进行透明或带色电泳。
http://www.ydth88.com
本文有关键词:电泳加工、东莞电泳加工、黑色电泳加工、移动电源制造厂、东莞电泳加工厂
